

 道路不锈钢复合管护栏喷漆要留意的问题就许多了,比方说在喷漆之前就要经过手艺的方法对这个道路桥梁护栏做简略的处理,喷漆工人也是要先检查一下这个道路不锈钢复合管桥梁护栏的外观,比方说道路桥梁护栏外观假如构成了很多的氧化皮或许外观,有一些脏东西,那么这些脏东西就要整理洁净,有氧化皮的当地应该把这些氧化皮打磨洁净,打磨的时分能够选用钢丝刷,也能够选用砂轮机等等打磨洁净之后才能够进行喷漆操作。假如是进行大规模的喷漆的话,那么应该对这个道路桥梁护栏用机械设备来进行一致的清洁操作,清洁结束之后喷漆工人只需求对这个道路桥梁护栏外面的一些没有清洁到位的当地进行简略的清洁,然后待其枯燥就能够进行喷漆操作了。喷漆作业的这个进程手艺操作的时分劳动强度是比较大的,并且整个的喷漆的功率也不高,假如是路途比较平坦,道路不锈钢复合管桥梁护栏也能够构成必定的规则的话,那么能够选用自动化作业的方法来完结喷漆的作业,不过自动化作业的方法喷出来的作用往往是比较差,并且喷完之后还要进行一般清洁处理,这就需求施工的时分依据实践的状况来权衡利弊了。有的时分喷漆之前还要做一些化学处理,比方说用一些酸性或许是碱性的溶液,对这个道路桥梁护栏的外表进行简略的清洁,比方道路桥梁护栏外表或许会沾有油污,一般的水是洗不洁净油污的,那么就需求运用化学药剂把外表的油污整理洁净,不然的话会导致喷漆的作用很不好。
宏达友源金属制品有限公司
道路不锈钢复合管护栏喷漆要留意的问题就许多了,比方说在喷漆之前就要经过手艺的方法对这个道路桥梁护栏做简略的处理,喷漆工人也是要先检查一下这个道路不锈钢复合管桥梁护栏的外观,比方说道路桥梁护栏外观假如构成了很多的氧化皮或许外观,有一些脏东西,那么这些脏东西就要整理洁净,有氧化皮的当地应该把这些氧化皮打磨洁净,打磨的时分能够选用钢丝刷,也能够选用砂轮机等等打磨洁净之后才能够进行喷漆操作。假如是进行大规模的喷漆的话,那么应该对这个道路桥梁护栏用机械设备来进行一致的清洁操作,清洁结束之后喷漆工人只需求对这个道路桥梁护栏外面的一些没有清洁到位的当地进行简略的清洁,然后待其枯燥就能够进行喷漆操作了。喷漆作业的这个进程手艺操作的时分劳动强度是比较大的,并且整个的喷漆的功率也不高,假如是路途比较平坦,道路不锈钢复合管桥梁护栏也能够构成必定的规则的话,那么能够选用自动化作业的方法来完结喷漆的作业,不过自动化作业的方法喷出来的作用往往是比较差,并且喷完之后还要进行一般清洁处理,这就需求施工的时分依据实践的状况来权衡利弊了。有的时分喷漆之前还要做一些化学处理,比方说用一些酸性或许是碱性的溶液,对这个道路桥梁护栏的外表进行简略的清洁,比方道路桥梁护栏外表或许会沾有油污,一般的水是洗不洁净油污的,那么就需求运用化学药剂把外表的油污整理洁净,不然的话会导致喷漆的作用很不好。
宏达友源金属制品有限公司

 不锈钢复合管护栏焊接要领1.采用带有高频、脉冲装置的氩弧焊机焊接,气体保护措施与焊纯不锈钢一样,钨极焊针用Ф1.6㎜焊丝用Ф0.8~Ф1.2㎜牌号HOCr2NN(即304焊丝),焊接电流点焊时可稍大40~50A,连焊时控制20~40A,焊接速度一般15~25㎝/min。焊接时要保护气体为氩气,纯度为99.99%。当焊接电流为50~50A时,氩气流量为8~0L/min,当电流为50~250A时,氩气流量为2~5L/min。钨极从气体喷嘴突出的长度,以4~5mm为佳,,在角焊等遮蔽性差的地方是2~3mm,在开槽深的地方是5~6mm,喷嘴至工作的距离一般不超过5mm2.将对焊处两端磨坡口,为使氩气很好地保护焊接熔池,和便于施焊操作,钨极中心线与焊接处工件一般应保持80~85°角填充焊丝与工件表面夹角应尽可能地小,一般为0°左右。。3.采用低电压小电流(20A~30A),氩气调节到0.5Mpa左右,对复合管联接处进行填焊,对需要透焊的复合管,采用两次焊接方式,先将内层碳素钢管焊好,再将表层不锈钢层焊接(两次焊接均采用氩弧焊),在焊接过程中,若发现穿孔,咬边等缺陷,说明电流偏大,可调小。如管材焊不透,则电流偏小,可适当调大。其余如“╗”型或“╦”型的焊接法同焊纯不锈钢差不多,主要是坡口要好配合恰当,不要太大,一般在1㎜之内间隙。4.复合管焊好后,先用砂轮片打磨,再用80~320目的千页轮磨平,如有需要再用布轮加腊抛光即可。因复合管表层不锈钢壁厚在0.3~0.6㎜左右应注意不要过份打磨否则很容易将不锈钢表层磨破露出钢管这样就需要修补加大了工作量.可在施工前先切一小段试焊熟悉一下一般能焊纯不锈钢薄壁管经验较丰富的工人在半天内即可掌握焊接要领.。
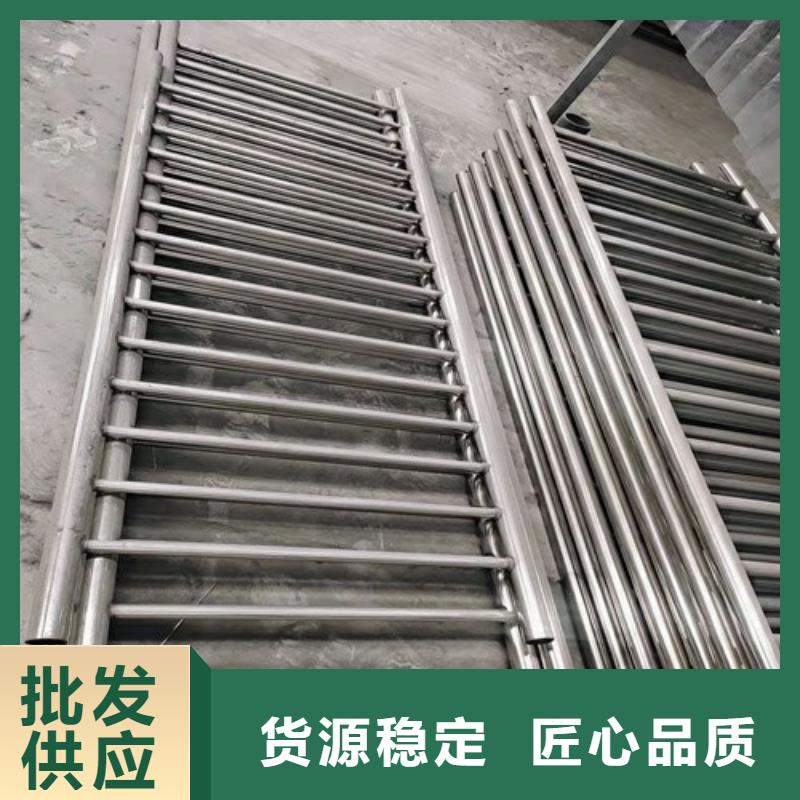
咨询/订购:生产产品有304不锈钢碳素钢护栏管不锈钢桥梁护栏.不锈钢复合管护栏.201不锈钢复合管栏杆.不锈钢复合管栏杆.不锈钢碳素钢复合管.不锈钢碳素复合护栏管.不锈钢碳素复合护栏.不锈钢桥梁栏杆管.外敷不锈钢复合护栏不锈钢复合管护栏广泛于道路护栏,景观护栏,防撞护栏,桥梁护栏,拦河护栏等。
材料规格:空心板、实心板、空心管均可、规格齐全。玻璃挂件:设计合理、款式多样、任意搭、可适任何尺寸厚度玻璃。扶托架:牢固、样式独特、可适任何形状扶面管、如圆光、方管、蛋形管、平椭圆、钢板、可穿、可焊、可顶、可插。
立柱底板:斜面、侧面、平面、预埋、螺丝固定、焊接均可、适任何安装环境。立柱件:空心实心、一俱全。立柱款式:高组合式、来图来样定制、可随意穿管、挂玻璃、样式与接轨、外观追潮流时尚、品质被界内公认、不经意中常被效。
立柱包装:纸箱、木箱、贴膜发货方式:临近物流中心,合作,发货方面快捷,价格合理。不锈钢复合管栏杆立柱定制流程:客户提供:图纸、图样、实物、其中有一样,就可以定制。提供要求:材质、数量、高度、具体尺寸、表面处理、工艺、包装、交货期、运输等。
具体沟通:工厂设计师会与你沟通洽谈更具体情况。工厂报价:根据以上要求、工厂会在短时间内迅速报价。护栏简介:不锈钢复合管栏杆,它不仅具有不锈钢管豪华美观和现气息,又具有普通碳钢管坚韧性。是价昂不锈钢管替品,它与钢板立柱合,做成城市、道桥等栏杆。
宏达友源金属制品有限公司
#黄南不锈钢复合管护栏安装视频厂家
不锈钢复合管护栏焊接要领1.采用带有高频、脉冲装置的氩弧焊机焊接,气体保护措施与焊纯不锈钢一样,钨极焊针用Ф1.6㎜焊丝用Ф0.8~Ф1.2㎜牌号HOCr2NN(即304焊丝),焊接电流点焊时可稍大40~50A,连焊时控制20~40A,焊接速度一般15~25㎝/min。焊接时要保护气体为氩气,纯度为99.99%。当焊接电流为50~50A时,氩气流量为8~0L/min,当电流为50~250A时,氩气流量为2~5L/min。钨极从气体喷嘴突出的长度,以4~5mm为佳,,在角焊等遮蔽性差的地方是2~3mm,在开槽深的地方是5~6mm,喷嘴至工作的距离一般不超过5mm2.将对焊处两端磨坡口,为使氩气很好地保护焊接熔池,和便于施焊操作,钨极中心线与焊接处工件一般应保持80~85°角填充焊丝与工件表面夹角应尽可能地小,一般为0°左右。。3.采用低电压小电流(20A~30A),氩气调节到0.5Mpa左右,对复合管联接处进行填焊,对需要透焊的复合管,采用两次焊接方式,先将内层碳素钢管焊好,再将表层不锈钢层焊接(两次焊接均采用氩弧焊),在焊接过程中,若发现穿孔,咬边等缺陷,说明电流偏大,可调小。如管材焊不透,则电流偏小,可适当调大。其余如“╗”型或“╦”型的焊接法同焊纯不锈钢差不多,主要是坡口要好配合恰当,不要太大,一般在1㎜之内间隙。4.复合管焊好后,先用砂轮片打磨,再用80~320目的千页轮磨平,如有需要再用布轮加腊抛光即可。因复合管表层不锈钢壁厚在0.3~0.6㎜左右应注意不要过份打磨否则很容易将不锈钢表层磨破露出钢管这样就需要修补加大了工作量.可在施工前先切一小段试焊熟悉一下一般能焊纯不锈钢薄壁管经验较丰富的工人在半天内即可掌握焊接要领.。
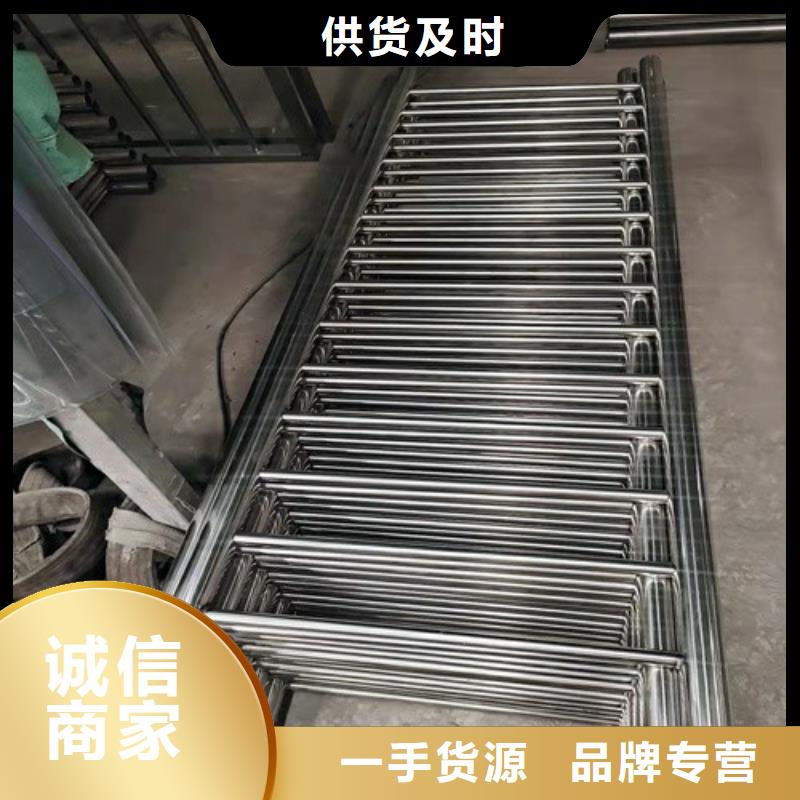
咨询/订购:生产产品有304不锈钢碳素钢护栏管不锈钢桥梁护栏.不锈钢复合管护栏.201不锈钢复合管栏杆.不锈钢复合管栏杆.不锈钢碳素钢复合管.不锈钢碳素复合护栏管.不锈钢碳素复合护栏.不锈钢桥梁栏杆管.外敷不锈钢复合护栏不锈钢复合管护栏广泛于道路护栏,景观护栏,防撞护栏,桥梁护栏,拦河护栏等。
材料规格:空心板、实心板、空心管均可、规格齐全。玻璃挂件:设计合理、款式多样、任意搭、可适任何尺寸厚度玻璃。扶托架:牢固、样式独特、可适任何形状扶面管、如圆光、方管、蛋形管、平椭圆、钢板、可穿、可焊、可顶、可插。
立柱底板:斜面、侧面、平面、预埋、螺丝固定、焊接均可、适任何安装环境。立柱件:空心实心、一俱全。立柱款式:高组合式、来图来样定制、可随意穿管、挂玻璃、样式与接轨、外观追潮流时尚、品质被界内公认、不经意中常被效。
立柱包装:纸箱、木箱、贴膜发货方式:临近物流中心,合作,发货方面快捷,价格合理。不锈钢复合管栏杆立柱定制流程:客户提供:图纸、图样、实物、其中有一样,就可以定制。提供要求:材质、数量、高度、具体尺寸、表面处理、工艺、包装、交货期、运输等。
具体沟通:工厂设计师会与你沟通洽谈更具体情况。工厂报价:根据以上要求、工厂会在短时间内迅速报价。护栏简介:不锈钢复合管栏杆,它不仅具有不锈钢管豪华美观和现气息,又具有普通碳钢管坚韧性。是价昂不锈钢管替品,它与钢板立柱合,做成城市、道桥等栏杆。
宏达友源金属制品有限公司
#黄南不锈钢复合管护栏安装视频厂家
